|
|
|




















|
|


I'm Online Chat Now
Certification
316L 316 Stainless Steel Thermal Spray Wire Metco Metcoloy #16
|
Product Details:
Payment & Shipping Terms:
|
Detailed Product Description
| Shape: | Wire | Application: | Thermal Spray |
|---|---|---|---|
| Chemical Composition: | 316L 316 | Material: | Stainless Steel |
| Diameter: | 1.6mm 3.2mm | Surface: | Bright And Soft |
| Condition: | Soft | Product Name: | Resistance Wire |
| Highlight: | 316L Stainless Steel Thermal Spray Wire,3.2mm Thermal Spray Wire,Thermal Spray Nichrome Resistance Wire |
||
Thermal Spray Wire 316L 316 Stainless Steel Metco Metcoloy #16
Product brief introduction
Thermal spraying techniques are coating processes in which melted (or heated) materials are sprayed onto a surface.The "feedstock" (coating precursor) is heated by electrical (plasma or arc) or chemical means (combustion flame).Thermal spraying can provide thick coatings (approx. thickness range is 20 micrometers to several mm, depending on the process and feedstock), over a large area at high deposition rate as compared to other coating processes such aselectroplating, physical and chemical vapor deposition. Coating materials available for thermal spraying include metals,alloys, ceramics, plastics and composites. They are fed in powder or wire form, heated to a molten or semimolten state and accelerated towards substrates in the form of micrometer-size particles.
Combustion or electrical arc discharge is usually used as the source of energy for thermal spraying. Resulting coatings are made by the accumulation of numerous sprayed particles. The surface may not heat up significantly, allowing the coating of flammable substances.
Coating quality is usually assessed by measuring its porosity, oxide content, macro and micro-hardness, bond strength andsurface roughness. Generally, the coating quality increases with increasing particle velocities.
Bond coats applied using electric arc wire spray are very clean and more easily machined than their powder-sprayed counterparts. Wires are popular for machine element repair, most commonly on carbon steel, low-alloy steel, and stainless-steel substrates.
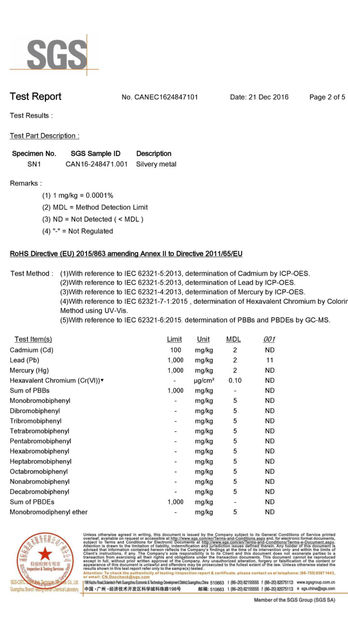
Stainless Steel 316L Thermal Spray Wire(Equivalent to Tafa 88T ) Chemical Composition:
| Cr | Ni | Fe | Mo | Mn | Si | C | S | P |
| 16.00~18.00 | 10.00~14.00 | Bal. | 2.00~3.00 | ≤2.00 | ≤1.00 | ≤0.030 | ≤0.030 | ≤0.045 |
Mechanical Properties:
| Coating Hardness | HRB 90-100 |
| Bonding Strength | 6750 psi |
| Deposit Rate | 11 lbs/hr/100A |
| Condition | Solid Wire |
| Diameter | 1.6mm(14 ga),3.2mm |
| Package Size | 10kg,15kg,customized as client’s demand |
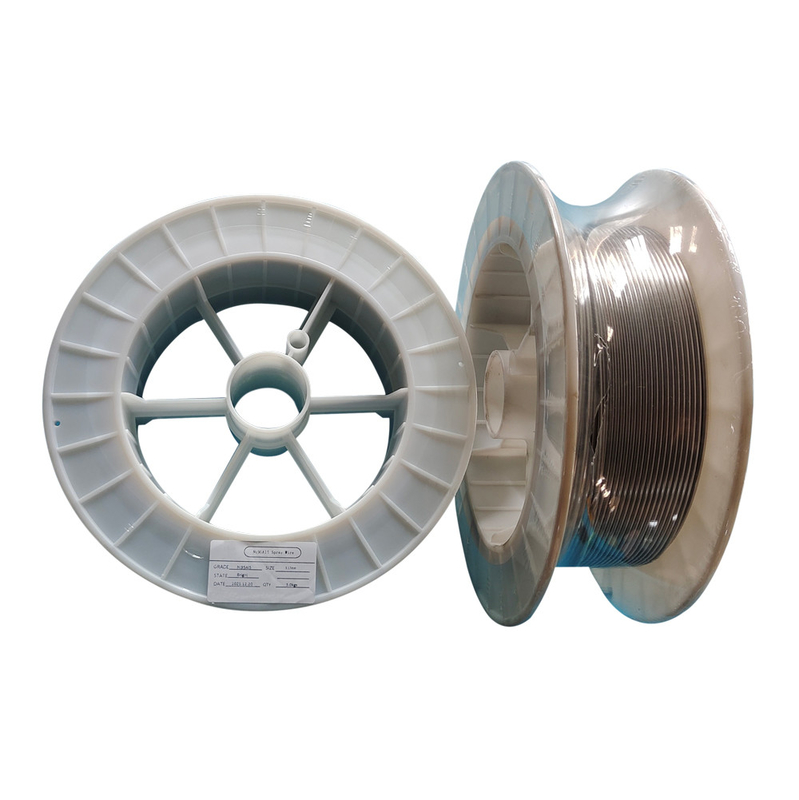
Specification of wire: 1.6mm, 3.2mm, 15kg/spool
Remark: the wire surface should be clean, white metal, with no oxides (rust), dirt, grease, or oil on the surface to be coated. (Note: It is best not to handle surfaces after cleaning. )
Recommended method of preparation is to grit blast with 24 mesh aluminum oxide, rough grind, or rough machine in a lathe.
RECOMMENDED SPRAY PARAMETERS:
| Diameter | Air Pressure | Voltage | Amperage | Standoff |
| 1/16” (1.6mm) | 50-60 psi | 29-32 | 100-150 | 4-6 in (10-15 cm) |
Parameters are typical and may vary depending on equipment used. Contact your equipment manufacturer for optimum spray parameters
![]()
![]()
| Product | Chemical Composition | Available Sizes | Comparable Products | Hardness and Bond Strength | Typical Characteristics and Applications | |
| Name | ||||||
| NiAl95/5 | Nickel Aluminum | 1.6mm, 2.0mm | Tafa 75B Bond Arc® | 78 Rb | High temperature resistance | |
| Bond Arc® | Metco 8400 | 9746 PSI | Oxidation and abrasion resistant | |||
| Ni 5Al | Metco 450 | Dense coatings | ||||
| NiCr80/20 | Nickel Chrome | 1.6mm, 2.0mm | Tafa 06C | 90 Rb | Machinable | |
| Ni 80 Cr 20 | Praxair 80/20 | 7324 PSI | Heat Oxidation Resistance | |||
| Metco Nickel #33 | Oxygen barrier under ceramic coatings | |||||
| Monel 400 | Monel | 1.6mm, 2.0mm | Tafa 70T | 80-84 Rb | Marine corrosion protection | |
| Ni 27 Cu 2.0Fe 1.5Mg | Praxair Monel | 4307 PSI | Print rolls | |||
| Metco Monel | ||||||
| NiAl80/20 | Nickel Aluminum | 1.6mm, 2.0mm, 3.17mm |
Tafa 79B | 55-80 Rb | High temperature resistance | |
| Ni 20Al | Metco 405-1 | Oxidation and abrasion resistant | ||||
| Metco 405, 405NS | 8949 PSI | Dense coatings | ||||
Products&Package:
![]()
Contact Details
Ohmalloy Material Co.,Ltd
Contact Person: Mr. Qiu
Tel: +8613795230939
Send your inquiry directly to us
More Nichrome Alloy
-
19 Strands Heating Nichrome Wire Alloy
-
Ni80 AWG38 Bright Soft Nichrome Resistance Wire For Electronic Cigarette
-
HRE Ferro Chromium Aluminium Heating Element Flat Wire
-
Cr20Ni30 NiCr3020 Nichrome Alloy , Nichrome Resistance Wire / Ribbon
-
ROHS Nichrome Alloy 19 Strands 60/61 Nickel Chrome Wire For PWHT Ceramic Heater Pads
-
Premium Nichrome 80/20 Resistance Strip | UNS N06003, DIN 2.4869